
Because mastering quality in sorting centers happens above all in the field, our experts share their insights and hands-on experience.
187 kb
Aktid Deciphers – Avoiding drift, steering toward quality !
144 kb

Why quality still hard to manage ?
Today, quality monitoring relies mainly on periodic characterization campaigns. The principle is simple: a sample is taken from the flow, then each item is manually sorted by material category to measure the sample’s purity. This purity rate then serves as the quality rate for the entire flow.
Depending on the sorting center, these characterizations are carried out at highly variable frequencies, but generally range between one and two characterizations per flow per week.
The main challenge remains representativeness: a few dozen kilos analyzed are often used to assess several hundred tons produced. Ultimately, only a tiny fraction of the flow (around 0.02% of the flow) is actually checked.
On top of this, there’s a significant constraint for teams: a characterization takes an average of nearly an hour of work, with durations varying depending on the flow in question and sampling conditions.
Where does quality drift come from ?
In the field, the observed causes are rarely isolated. They often result from a combination of factors.
Factors related to process control
- Increase in throughput to handle higher volumes;
- Trade-off between equipment availability and the expected quality level.
Operational factors
- Insufficient equipment cleaning;
- Component wear;
- Changes in sorting settings or parameters;
- Impacts related to blockages and material build-ups.
Imput-related factors
- Seasonal variations in waste streams;
- Changes in material composition;
- Local specificities of the incoming waste stream.
Human factors
- Team experience level;
- Staff absenteeism and turnover;
- Ability to identify and interpret weak signals.
Towards continuous quality measurement
To improve the reliability of quality monitoring, continuous flow measurement solutions can also be deployed.
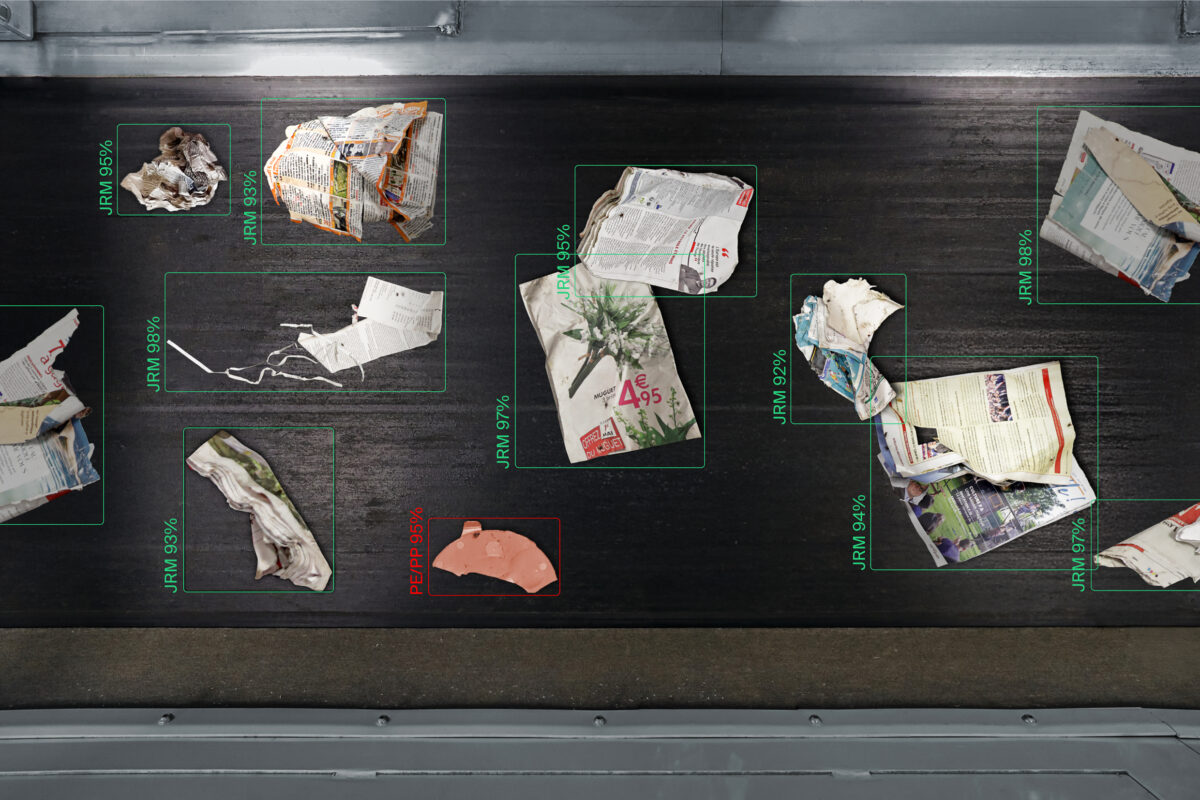
This is notably the case with SmartQuality, a measurement gantry installed after the final sorting step and designed to continuously analyze outgoing streams using artificial intelligence mechanisms. The solution relies on an algorithm specifically trained for each stream to ensure more reliable and accurate identification.
Its objective is to measure material purity rates in real time, shifting from a periodic inspection approach to a continuous quality monitoring approach.
5354 kb

Beyond performance management, continuous quality measurement paves the way for improved traceability of material flows and, in the future, for more dynamic quality certification mechanisms with downstream partners. This evolution could transform the way sorting centers document and promote the quality of the materials they produce.
In the longer term, it could also progressively reduce, or even eliminate, some manual characterization activities at the sorting line output, replacing them with continuous quality monitoring based on objective data representative of the entire output.
84 kb

© Aktid
EXPERT PERSPECTIVES
“By continuously analyzing the material flow, SmartQuality enables operators to take action as soon as a quality drift occurs and reduces the time spent on highly time-consuming characterization campaigns.”
Julie
Industrial Commissioning Engineer at Aktid.